
News



Recent comments
-
Thanks so much for this
-
Thank you for the information
-
Based on the serial number
-
Pics
-
The serial number confirms
H.A. Lozier & Co. - Toronto Junction

Like many nineteenth-century industrialists, Henry Abrahm Lozier started out selling sewing machines before turning his attention to bicycles. Based in Cleveland, Ohio, in 1891 Lozier bought a sewing machine factory in nearby Toledo for the purpose of manufacturing his "Cleveland" bIcycles. With his cycles quickly becoming known for their high quality, within a few years Lozier was among America's top bicycle makers, along with Augustus Pope (Columbia) and Victor Overman of the Western Wheel Works.
In 1895 Lozier established a branch plant in Canada on Weston Road in what was then known as the Toronto Junction. In charge of the plant was Lozier's brother-in-law Edwin R. Thomas. (When Lozier eventually sold his Canadian operation in 1899 to Canada Cycle & Motor, Thomas, who went on to develop the Thomas Flyer motor car, would become a director of Canada Cycle & Motor).

Claiming that their Cleveland bicycle was the finest bicycle that "money and brains" could produce, from the outset Thomas and H.A. Lozier & Co. were eager to lay down roots in their newly-adopted home.
We now issue our first catalogue to the Canadian public, and with pardonable pride we allude to the fact that, independent of the whole world, Canada now has a bicycle each piece and part of which is manufactured within the limits of its territory, by labour of its own, being distinctly Canadian, in fact the counterpart in every detail of wheels of the same name manufactured in the States, the reputation which is world-wide and popularity equaled by any bicycle.
Around the World on a CLeveland Bicycle, H.A. Lozier & Co. Ltd. Toronto, 1896
By the fall of 1896 the Lozier company was displaying its bicycles in the Carriage Building at the Toronto Industrial Exhibition (later the CNE) and had opened a riding school in Toronto's Granite Rink.
Below is an article written by a reporter from The Globe following a visit in April of 1896 to the Lozier factory at Toronto Junction.
MAKING BICYCLES
An Interesting Visit to the Lozier Company's Factory.
WONDERFUL MACHINERY
Defective Workmanship an Utter Impossibility
Superiority of Canadian Artisans - Strictly High Grade, Regardless of Cost, the Motto - A Boon to the Junction.
Amongst the many thousand bicyclists who, now that the wheeling season has arrived, are to be seen daily gliding along the streets and out in the suburbs of the city, there are few, if any, who give even a thought to what the production of one of these "noiseless steeds" costs. Pleased as they are with the speed, ease and grace with which they cover distance, their curiousity is swallowed up in satisfaction. They do not bother themselves in estimating the amount of brain energy necessary in making the close calculations required in the construction of these delicately fitted machines, nor do they trouble their minds with questions regarding the vast outlay of capital indispensable to a factory where a strictly first-class bicycle is manufactured. One reason for this is that probably not one in every thousand has ever seen the inside of a bicycle factory, "absolutely no admittance" being the rule enforced in nearly every establishment of the kind on the continent.
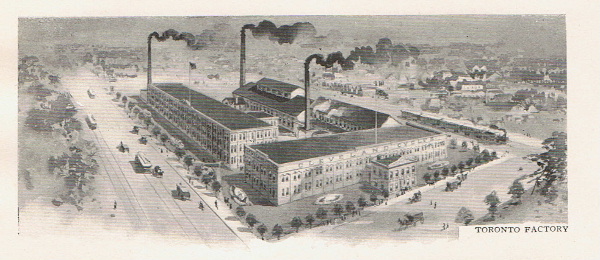
On one of the beautiful days of this week a representative of The Globe wheeled out to the Junction, and having heard the praises of the Clevelnad bicycle loudly sung on all sides, having been informed, too, that that establishment was employing 400 hands, and paying out very heavy sums in wages every month, he determined to avail himself of the opportunity of going over the institution, the Cleveland Company, contrary to the usual custom, being desirous that all who wish to do so should inspect their factory. This was a chance not to be lost of seeing a bicycle made from start to finish.
Arriving at the factory, which is just on the eastern outskirts of the town, the first person met was the active and energetic resident partner and General Manager, Mr. E.R. Thomas, who was in the act of issuing passes to several others bent on the same errand as the reporter. Procuring the necessary piece of pasteboard and a guide book, which the company has had printed for the convenience of those visiting the works, the visitors passed into the main factory building. This is divided into several departments, each one occupied to its fullest capacity with busy workers, and replete with the most modern and expensive machinery known in the art of bicycle construction, the cost of the plant and machinery alone in this factory being over $200,000.
Proceeding to the forging department, where the heavy thud of the ponderous drop-hammers and the roar of the oil furnaces produced a noise that was almost deafening, the first operations on the forged parts was seen. Here in the hands of deft and skilled mechanics the heavy solid steel bars, after being heated with the oil process , which has a toughening tendency, are beaten into the shape of sprockets, cranks, etc. Here is also seen the interesting process of braxing joints, all tempering ball cups, cones, chain blocks etc. The cranks are also tempered here, but undergo a different process, being first heated in molten lead and then immersed in a secret chemical solution of equalizing temperature.
In the next department some of the most wonderful machinery ever invented for the working of steel was seen in operation. Most of it is automatic in its operation, and some of it almost human. It is devoted to drilling crank hangers from solid steel forgings, profiling fork crown forgings and sprocket arms, milling chain blocks and sprockets, rolling handle bars, aluminum rims and blocks, and many other operations too numerous to mention. It is here where one gets the first idea of the enormous difference in the expense attending the manufacture of a strictly first-class wheel and one not up to that standard. Tools out of the best steel have to be graduated to as low as one-thousnadth of an inch, and on account of the accuracy required they have to be constantly renewed. It requires a very high order of intelligence to become a first-class toolmaker, and consequently high wages are paid. In the manufacture of the Clevelnad bicycle one toolmaker is employed for every wheel per day turned out, while in other factories, which manufacture cheaper grades, it is aid that one toolmaker is sufficient for every seven cyles produced per day.
Passing on, the many processes necessary to the making of a first-class chain is seen, and here the Cleveland people again spare no expense. After the chain is made it is put on an adjusting jack, which tests the rivets and makes the chain as pliable as a watch chain. The "jack" which is composed of four different-sized sprocket-wheels, revolves at the rate of about 300 revolutions per minute. it has a 1,000-pound weight attached, and a vibration strain of 400 pounds more; and even this severe test is not considered sufficient, because, before the chain is put on the wheel, it is subjected to what is known as a thousand pound jerk test.
The polishing room is another very interesting department, and is said to contain the most complete outfit in Canada. The sand blast system has just been added , which is used for polishing all the lighter parts, and is the only sand blast system in Canada. By this process the original strength of the parts is preserved, and it also does away with the process of "pickling," which is otherwise necessary, but considered by some experts to be injurious to the temper of the steel. Here, again, the firm decision of the management to make only the best, regardless of expense, is seen, as one man could polish more parts by the pickling process than seven can under the sand blast process.
The enamelling department was next inspected and proved most interesting. It contains twelve ovens, heated by oil; the heat is generated by a pressure of air of forty pounds to the square inch. In these ovens the enamel is baked on the parts, which is put on by the dip-tank system, thus insuring an even surface and perfect job. Four operations are necessary before the Cleveland's rich and durable finish is attained. Evidently no expense has been spared in the nickle-plating department, which alone is well worth a visit. It contains, besides the copper and nickle plating tanks, a 3,500-gallon dynamo, operated by a separate power. The reason for this is that it insures the process being kept going continuously, and thus gives ample time to make a good job.
The inspection department was next visited, and proved to be the most interesting of any yet seen, fully bearing out the assertion of the manager that it is "the crowning glory" of the Lozier factory. This is where the splendid reputation which the Cleveland wheel has won is maintained. It is claimed to be the most perfect inspecting department in the world. It is the most costly in the whole establishment, not so much in the wages of the large staff of expert inspectors employed, but in the waste of finished material, for such rigid inspection is almost incredible to those who have not seen it. From five to thirty-eight different operations are required on each part of the Cleveland bicycle. Each part, after each operation, must pass through this department, where it is rigidly guaged and tested upon special apparata.
The following might be given as an illustration - The sprockets are placed upon a fixture that is absolutely accurate as to the length of sprocket-arms, which have been previously tested. The spaces between the sprocket-teeth are guaged by a fixture so regulated by a needle that a deviation of two-thousandths of an inch, which is imperceptible to the eye, shows at the point of the needle a deviation of one-thirty-second of an inch, and causes the sprocket to be rejected as being defective. All cones, which are made of the very best tool steel, must come to a wrench fit. After being hardened by a secret process, they are again tested with a sharp-pointed prick punch, the slightest indentation causing them to be rejected. The inner links of the chain must come to two and one-half-thousandths of an inch, this guage limit being carried out in respect to the work in each department, and it is only those who are familiar with the production of interchangeable work who can form an idea of the enormous cost increase of the limit of variation.
Every part of the Cleveland bicycle, with the exception of the tubing, is made in the factory, by Canadian workmen, who, the Manager claims, are the best on the continent. No expense has been spared in looking after the comfort and health of the men, and each one feels that on him alone, by the exercise of all his talents, depends the success of the Junction's greatest enterprise.
On a fine afternoon no pleasanter or more instructive outing could be found than a visit to this complete factory. The city show-rooms are at 169 Yonge Street, and they have a riding school in connection. This school has been found too small for the large number who dail patronize it, and so the management has leased the Granite Rink for the summer months. This has been fitted up as a first-class riding school, and will be opened to-day.
The Globe, April 18, 1896.