
News



Recent comments
-
Thanks so much for this
-
Thank you for the information
-
Based on the serial number
-
Pics
-
The serial number confirms
Archives

THE CCM STORY - A PRESENTATION - JOHN McKENTY
Apr. 1 Seniors For Nature 1:00 p.m. Earl Bales Community Centre
Apr. 2 Milton Probus Club 10:00 a.m. Milton Sports Centre
Apr. 8 Woodstock Probus Club 10:00 a.m. Woodstock Quality Inn
Apr. 8 Pickering Historical Society 7:30 p.m. East Shore Community Centre
Apr. 9 Kingston Probus Club 10:00 a.m. Travelodge - Kingston
Apr. 16 Rideau Township Historical Society 7:30 p.m. Client Centre - North Gower
Apr. 22 Scarborough Historical Society 7:30 p.m. Bendale Library - Scarborough
May 12 Burlington Historical Society 7:00 p.m. Burlington Central Library
May 19 Brockville Probus Club 10:00 a.m. Brockville Country Club
May 13 Streetsville Probus Club 9:30 a.m. Mississauga (Vic Johnson Ctr.)
May 14 Georgetown Historical Society 7:30 p.m. Knox Presbyterian Church
May 21 Abbotsford Heritage Association 1:00 p.m. Glebe - Ottawa
If you're in the neighbourhood, drop by and say hello.
Better yet bring along your vintage CCM for folks to see.










CANADA"S FIRST OLYMPIC GOLD MEDAL HOCKEY TEAM - 1920
Winnipeg Falcons
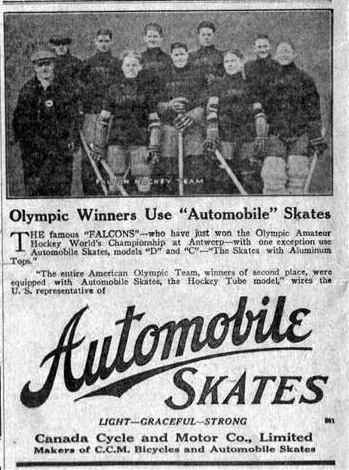
Thanks to Larry Tait.....









to
FRANCOIS MORIN
the 500th member of our Forum
LAST CALL
2014 Vintage CCM Calendar


Didn't find one under the tree.
Order now! Only a few left.



